



News / Blog :

Corner blocks or complete frames for hydraulic gates: which option should you choose?
For hydraulic gates / sluice valves, to complement our range of linear profiles sold by length, we (...)
READ MORE
Butterfly valve seals : Seals that can sometimes be complex
What are the sealing solutions available for lenses and trunnions of butterfly seals (...)
READ MORE
Secure your hydro gates and valves with PXL HydroRubber
Hydroelectric plants, dams, gates : what are the existing sealing solutions ? (...)
READ MOREOn-site bonding and moulding
On-site bonding and moulding solutions
BONDING TYPES AND PROPERTIES
Save time and money when it comes to disassembling installations!
The PXL SEALS operation team offers direct support on site for appraisals, installations and maintenance.
GCS - COLD BONDING
Bonding of the two ends of the seal using a cyanoacrylate cold-curing adhesive.
The bonded zone exhibits weaker mechanical properties than those of the original seal. This is particularly due to the presence of a hard point that weakens it.
Main advantage: The CGS process is the most economical method and is suitable for the maintenance of non-key seals.
HLB - HOT BONDING USING ADDITIONAL MATERIAL
Bonding of two ends of the cured seal by adding a disc of uncured material.
Adding a layer of material close to the seal material means that a relatively homogeneous bonding zone can be achieved in terms of appearance, even if the mechanical properties are still inferior to those of the original material without bonding.
Main advantage: The HLB process offers a good comprise between cost and effectiveness and is suitable for small dimensions.
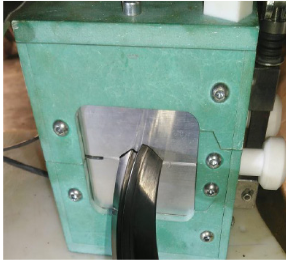
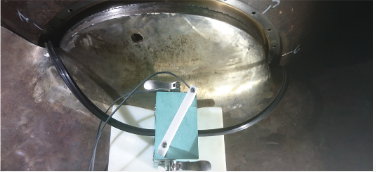
MD WAY - ON-SITE MOULDING PROCESS
Bonding using the process for moulding the two uncured ends of the seal.
Unlike the other existing processes, this one can be used to make a joint without any external additional material (adhesive or elastomer). This method guarantees identical mechanical properties across the entire seal and geometric continuity on the seal edges.
Main advantage: The MD WAYTM process is suitable for key seals requiring a perfect bond.
A COMPARISON OF THE VARIOUS BONDING PROCESSES
Mechanical testing was performed on the bonds achieved using the various bonding processes, on the materials that are commonly used to make seals (NBR/HNBR). Average mechanical data obtained for the various bonding processes, shown as a percentage of the value obtained for the unbonded samples:
- Breaking strength (%)*
- Base material - 100
- MD-WayTM process - 99
- Hot bonding - 60
- Cold bonding - 45
- Elongation at break (%)*
- Base material - 100
- MD-WayTM process - 98
- Hot bonding - 45
- Cold bonding - 40
* The values shown are purely for information purposes.
They were obtained from a range of some 200 samples bonded under various conditions using the different processes mentioned.
HLB - HOT BONDING BY MATERIAL ADDITION
ADVANTAGES
• No hard point, unlike cold bonding (the elastomer’s elastic properties are retained)
• Bonds with diameters that are smaller than those made using the MD WAYTM process (diameter under 300 mm, depending on the particular case)
• The seals can be stored by the client (they have no specific features)
• An easy-to-implement, economical solution compared to the MD WAYTM process
• Although this process can be carried out by the PXL SEALS operation team, you can also do it yourself. If you opt to do it yourself, we can offer you a solution that includes the equipment purchase and training.
DISADVANTAGES
• Inconsistent mechanical properties (the bonding zone is a weak zone)
• Risk of overcuring the seal in the bonding zone, which could result in some loss of the properties
• Risk of inconsistencies in terms of form (cross-sectional reduction under distortion)
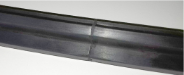
BEFORE
Cured ends
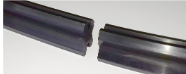
ADDITION OF ELASTOMER
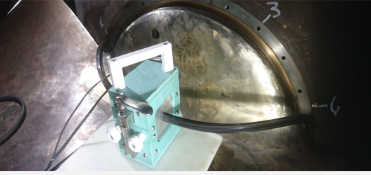
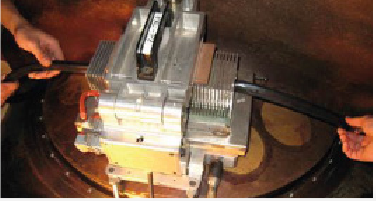
PHOTOS
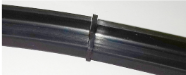

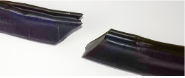
AFTER
Bonded seals
MD WAY ON-SITE BONDING
ADVANTAGES
• The bonding zone exhibits complete mechanical uniformity with the rest of the seal (no weak zone)
• The bonding is completely invisible
• There is no discrepancy in terms of dimensions between the bonding zone and the rest of the product (no risk of leaks owing to discontinuity of dimensions)
• The process can only be carried out by the PXL SEALS on-site operation team

DISADVANTAGES
• The process requires the last-minute manufacture of seals (so storage is not an option)
• The process can be used for diameters of 650 mm upwards, on average
• The minimum diameter is associated with the profile of the joint, the environment and the positioning area of the press
BEFORE
Uncured ends
CURING OF
UNTREATED ENDS
PHOTOS


AFTER
Perfect, invisible bonding

News / Blog :
Corner blocks or complete frames for hydraulic gates: which option should you choose?
For hydraulic gates / sluice valves, to complement our range of linear profiles sold by length, we (...)
READ MOREButterfly valve seals : Seals that can sometimes be complex
What are the sealing solutions available for lenses and trunnions of butterfly seals (...)
READ MORESecure your hydro gates and valves with PXL HydroRubber
Hydroelectric plants, dams, gates : what are the existing sealing solutions ? (...)
READ MOREISO 9001 and ISO 45001 Certifications
PXL seals' ISO 9001 and ISO 45001 certifications delivered by AFNOR CERTIFICATION
EN SAVOIR PLUS



