



Actualité / Blog :

Étanchéités rotatives : quelle solution d’étanchéité pour les grands roulements et couronnes d’orientation ?
etancheites-rotatives-solutions-grands-roulements (...)
EN SAVOIR PLUS
Blocs d’angles ou cadres pour vannes charpentées : quelle option choisir ?
Pour les vannes charpentées, pour compléter l’offre de profilés disponibles au mètre, nous (...)
EN SAVOIR PLUS
Joints de vannes papillon : des étanchéités parfois complexes
Étanchéités de vannes papillons, lentilles et tourillons : contraintes et différents types (...)
EN SAVOIR PLUSJonction et moulage sur site
Solutions de jonction et de moulage sur site
TYPES DE JONCTIONS ET CARACTÉRISTIQUES
Gagnez du temps et économisez le coût du démontage des installations !
L’équipe d’intervention PXL SEALS intervient directement sur site pour les expertises, installations et maintenances.
GCS - COLLAGE A FROID
Jonction des deux extrémités du joint à l’aide d’une colle réticulable à froid de type cyanoacrylate.
La zone jonctionnée présente des caractéristiques mécaniques plus faibles que celles du joint d’origine notamment par la présence d’un point dur qui le fragilise.
Principal avantage : Le procédé CGS est la méthode la plus économique, adapté à la maintenance d’étanchéités peu stratégiques
HLB - JONCTION A CHAUD AVEC APPORT DE MATIERE
Jonction des deux extrémités du joint vulcanisé par apport d’une pastille de matière non vulcanisée.
L’apport d’une couche de matière proche de la matière du joint permet d’obtenir une zone de jonction
relativement homogène en terme d’aspect, même si les propriétés mécaniques restent inférieures à celles
du matériau initial sans jonction.
Principal avantage : Le procédé HLB est un bon compromis coût - efficacité et s’adapte aux plus faibles dimensions.
MD WAY - PROCEDE DE MOULAGE SUR SITE
Jonction par procédé de moulage des deux extrémités du joint non vulcanisées. Contrairement aux autres procédés existants, celui-ci permet d’effectuer un aboutage sans aucun apport extérieur (colle ou élastomère). Cette méthode garantit des caractéristiques mécaniques identiques sur l’ensemble du joint et une continuité géométrique au niveau des arêtes d’étanchéité.
Principal avantage : Le procédé MD WAYTM est adapté aux étanchéités stratégiques nécessitant une jonction parfaite.
COMPARATIF DES DIFFÉRENTS PROCÉDÉS DE JONCTION
Des tests mécaniques ont été réalisés sur les jonctions obtenues avec les différents procédés de jonction, sur les matières usuellement utilisées pour la réalisation de joints (NBR / HNBR). Données mécaniques moyennes obtenues pour les différents procédés de jonction, en pourcentage de la valeur obtenue pour les échantillons non jonctionnés :
- Résistance rupture (%)*
- Matière de base - 100
- Procédé MD-WayTM - 99
- Jonction à chaud - 60
- Collage à froid - 45
- Allongement rupture (%)*
- Matière de base - 100
- Procédé MD-WayTM - 98
- Jonction à chaud - 45
- Collage à froid - 40
* Les valeurs indiquées sont données à titre purement indicatif. Celles-ci ont été obtenues sur un panel d’environ 200 échantillons jonctionnés dans diverses conditions selon les différents procédés présentés.
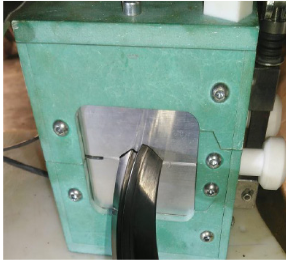
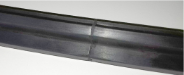
HLB - JONCTION À CHAUD PAR APPORT DE MATIÈRE
AVANTAGES
• Absence de point dur, contrairement au collage à froid (maintien des propriétés élastiques de l’élastomère)
• Jonctions de diamètres inférieurs à celles réalisées avec le procédé MD WAYTM (diamètre inférieur à 300mm selon les cas)
• Les joints peuvent être stockés par le client (joints sans particularité)
• Solution facile à mettre en œuvre et économique comparativement au procédé MD WAYTM
• Ce procédé peut être réalisé par l’équipe d’intervention PXL SEALS, mais également par vos soins. Dans ce second cas, nous sommes en mesure de vous proposer une solution comprenant l’acquisition de l’équipement et la formation
INCONVÉNIENTS
• Les propriétés mécaniques sont inhomogènes (la zone de jonction est une zone de faiblesse)
• Risque de surcuisson du joint au niveau de la zone de jonction, pouvant entrainer des pertes de propriétés
• Risque d’inhomogénéités de forme (réduction sectionnelle sous déformation)
AVANT
Extrémités vulcanisées
APPORT D’ELASTOMERE
PHOTOS

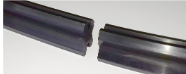
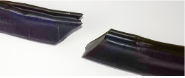
APRES
Joint jonctionné
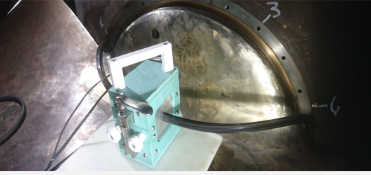
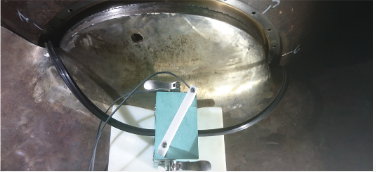
MD WAY MOULAGE SUR SITE
AVANTAGES
• Zone de jonction présentant une uniformité mécanique totale avec le reste du joint (aucune zone de faiblesse)
• Visuellement la jonction est totalement invisible
• Aucun écart dimensionnel entre la zone de jonction et le reste du produit (pas de risque de fuite par discontinuité dimensionnelle)
• Procédé réalisable uniquement par l’équipe d’intervention sur site PXL SEALS

LIMITES
• Procédé nécessitant la fabrication de joints au dernier moment (pas de stockage possible)
• Procédé utilisable à partir d’un diamètre de 650mm en moyenne
• Le diamètre minimal est lié au profil du joint, à l’environnement et à la zone de positionnement de la presse
AVANT
Extrémités non vulcanisées
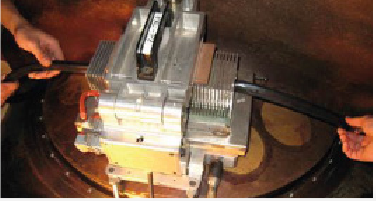
VULCANISATION DES
EXTREMITES CRUES
PHOTOS


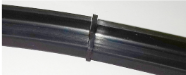
APRES
Jonction parfaite et invisible

Actualité / Blog :
Étanchéités rotatives : quelle solution d’étanchéité pour les grands roulements et couronnes d’orientation ?
etancheites-rotatives-solutions-grands-roulements (...)
EN SAVOIR PLUSBlocs d’angles ou cadres pour vannes charpentées : quelle option choisir ?
Pour les vannes charpentées, pour compléter l’offre de profilés disponibles au mètre, nous (...)
EN SAVOIR PLUSJoints de vannes papillon : des étanchéités parfois complexes
Étanchéités de vannes papillons, lentilles et tourillons : contraintes et différents types (...)
EN SAVOIR PLUSPROFILS DE JOINTS
Joints rotatifs, joints linéaires, joints statiques, joints racleurs, ...
TÉLÉCHARGER LE CATALOGUECERTIFICATIONS ISO 9001 ET ISO 45001
PXL SEALS est certifié ISO 9001 et ISO 45001 par l'AFNOR CERTIFICATION
EN SAVOIR PLUSFAIRE UNE DEMANDE DE DEVIS
Demandez votre devis en ligne, nos ingénieurs vous recontacteront dans les plus brefs délais.
DEMANDE DE DEVIS



